Proper operation of your CNC router not only increases your productivity but it also extends the life of your machine and consumables. One way to ensure that you’re operating your CNC router with the best possible yield is to calculate your optimal feed rate. When we say feed rate, we are referring to the material removal rate in a linear unit per minute (inches per minute in our example). It is essentially how fast your router is making chips out of the material you are cutting. Conversely, when we talk about the speed of a CNC router, we are referring to how fast the spindle is rotating (rotations per minute or RPM).
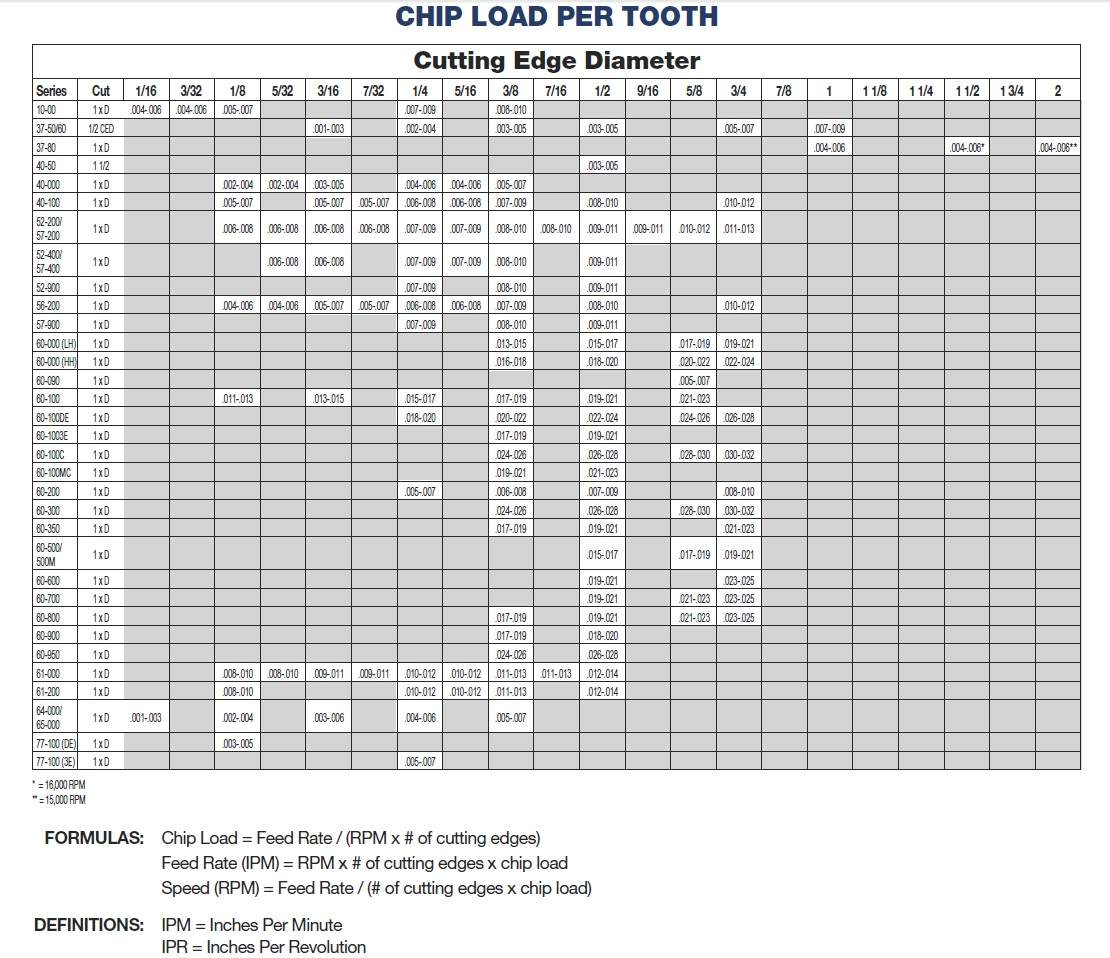
When calculating feed rate, there are three values that need to be known: RPM, the number of cutting edges, and the chip load. As we’ve just mentioned, the RPM is the speed at which your spindle is rotating. The number of cutting edges and chip load are both characteristics of the router bit that you’ve selected for a particular cut. Different router bits are going to have a different number of cutting edges and different chip load ranges. In our example we’re going to use the popular Onsrud Single Flute Bit, product #63-610, with a 1/8in cutting diameter which is used for high speed cutting of aluminum. According to Onsrud’s catalogue, this bit has a chip load between 0.002 and 0.004.
The number of flutes in the bit indicates the number of cutting edges, so in this case there is one. For a MultiCam CNC router, our spindles will run up to 24,000 RPM, with some spindles reaching 30,000 and even 50,000 RPM. However, most machine operators will run their CNC router in the 18,000-20,000 RPM range.
Using a speed of 20,000 RPM, a simple calculation can be made based on the formula: Feed Rate (IPM) = RPM x # of cutting edges x chip load 0.002
= 20,000 x 1 x 0.002
= 40 IPM 0.003
= 20,000 x 1 x 0.003
= 60 IPM 0.004
= 20,000 x 1 x 0.004
= 80 IPM
Therefore, when cutting aluminum with a 1/8 tool, your cutting speed should range between 40 and 80 IPM starting with 60 IPM as your median speed. As you can tell, adjusting any one of the variables in the equation will increase or decrease the feed rate of your cut. A higher feed rate means you’ll complete the cut faster (more chips are being created) however if you cut too quickly you can start to chip or break the material you’re cutting or you can break the tool bit. Increasing the spindle speed is one way to increase the feed rate however if you rotate your spindle too quickly you’ll create too much heat which can soften and dull a tool bit.
This is why operators will rotate the spindle slower than the max rate. You can also change the tool bit to one that has a higher chip load or has a double flute. However the tool bit is directly related to the type of cut and finish that you’re trying to achieve. Experimenting with the different parameters involved in your CNC router’s feed rate will allow you to realize the shortest cutting times with the longest tool life.